
废气处理设备的焊补与焊接
作者:http://www.haochenghuanbao.com/ 发布于:2015-4-23 16:45:10 点击量:
废气处理设备焊补与焊接不但可以修复零件的形状、尺寸和强度,必要时还可以赋予零 件表面以某种比原来更好的性能。对磨损或断裂的零件,在选用焊修方法前, 应充分考虑零件材料的可焊性,零件局部焊修后可能引起其他部位变形较大或 厚大件破裂焊修复位困难等。在本小节中,主要介绍应用电弧焊修复钢制零件 和铸铁零件。
1.钢制零件的焊修
(1)钢的可焊性
金属材料在一定焊接条件下,出现焊接缺陷(尤其是裂纹)的程度和使用的可 靠性,称为金属的可焊性。用钢的碳和合金元素含量评定钢的可焊性。
(2)涂药电焊条的选用
焊缝性能除取决于接头状态和焊接工艺参数外,主要取决于焊条心和药皮过渡 合金元素的组成成分。因此应根据修复零件的母材及技术要求选择焊条,一般应按 以下原则选用焊条。
①力学性能方面一般要求如下:
i.焊接低、中碳钢和低合金钢时,可选用同等强度的焊条;
ii.焊接交变载荷或冲击载荷的零件,应选用涂敷金属强度稍低于母材强度的
焊条;
iii.对于可焊性差的母材,如高碳钢应用过渡层法焊接。注意髙碳钢宜补焊和 堆焊,不宜作结构焊接; -
iv.不同材质母材的焊接,应以低强度母材为准。
v.母材含碳量高,s、p含ffl高时,应选择抗裂性和抗气性强的焊条,如低 氢钠(钾)焊条。
②物理、化学性能方面一般要求如下:
i.在高温或低温条件下工作零件的焊接,应选用相应耐温品种的焊条,如耐 热钢焊条、高合金奥氏体型低温焊条;
ii -选用堆焊焊条时,必须分清磨损类型和介质腐蚀类别,选用相应成分和性 能(尤其是硬度)的焊条。
③零件焊接状态方面一般要求如下:
i •零件形状复杂、厚大或结构刚度大的,焊后残余应力较大,易产生裂纹, 必须采用抗裂性好的低氢型焊条、高韧性焊条或氧化铁型焊条。
ii.对于焊件坡口有油污、锈迹又无法除净时,应选用氧化性强的酸性焊条,
如铁钙型焊条。
jjj.对大型零件不易翻转,焊缝处于仰焊、立焊位置时,应采用全位置施焊 焊条。
(3)焊修工艺要点
机械零件焊修比钢结构件焊接困难,因为焊修零件不但要保证强度、刚度要 求,而且要保证整体尺寸、形位精度和修后可加工性要求。对大型复杂零件的焊 修,必须按零件的磨损,损坏情况,制定焊修工艺,并严格执行。一般情形,零件 焊修工艺要点如下。
①焊前准备。焊前准备工作除器材准备外,主要是焊接坡口的制备和焊件 预热。
单面焊(板厚<30mm)用Y形坡口 [图6-7(a)],双面焊(板厚>30mm)用 双V形坡口 [图6-7(b)],轴件对接焊用U形坡口 [图6-7(c)]。坡口最好用机械 加工成形,也可以用气割或气刨,但一定要清除氧化皮。坡口要清洁、无油污和锈 蚀。对接焊的坡口要对称,以保证定位良好。裂纹的坡口随裂纹的深度与长度而 定,应保证便于施焊和尽量减少填充金属。
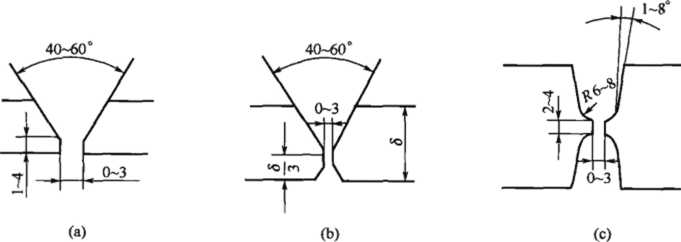
图6-7 Y、V、U形坡U
焊修件的预热温度依母材含碳量确定,一般中碳钢为150~250°C,高碳钢为 250~350T:。某些在常温下保持奥氏体组织的钢种(如髙锰钢)无淬硬情况,可不 预热。
②定位焊。在焊修对接的轴类零件或某些零件的局部已断离整体时,应保 证需焊接部位对接位置准确,以防焊接中产生过大变形。为此,应先进行定位 焊:用直径小于施焊的焊条进行点焊,然后再次校正位置,在若干对称点点焊 定位。
③焊缝道数与焊条直径的选用。宽或深的焊缝需要多道焊层完成,焊道程 序交错进行,可改善性能,并可施焊退火焊道,如图6-8所示。堆焊焊道要对 称间隔进行,如图6-9所示。堆焊层较厚部分先用一般韧性较好的焊条或奥氏 体不锈钢焊条焊到接近工作尺寸后,再用堆焊条焊到要求的尺寸,必要时留出 加工余量。
山东双成环保科技有限公司:http://www.haochenghuanbao.com 欢迎您的光临!
请百度一下:双成废气处理,双成废气处理设备,双成废气净化设备
上一篇:企业设备管理模式设计
下一篇:废气处理设备的维修方式